业务经理:魏岩13463796862
联系电话:0317-6830199 6830299
销售经理:魏岩
业务传真:0317-6830399 6830499
QQ:39264260
邮箱:meideyichu@163.com
JCOE直缝钢管直度圆度影响因素
摘要 介绍和分析了焊管生产几种常用的成形工艺,以及对焊管质量的影响情况。
1前言近几年来我国的直缝焊管生产有较快的发展,据有关资料[1]介绍已有各种焊管生产线1600多台套,年生产能力达700万t,产品规格从8mm*1mm到508mm*12mm不等,即将引进的24英机组将可生产610mm*19mm的直缝焊接钢管。但是我国的焊接钢管生产线大多数为中小型机组,产品档次较低,多为水、煤气输送管,约占到焊管总产量的35%。与工业发达国家相比仍有不少差距。要改变这一面貌,须扩大高质量焊接钢管的产量,像石油用管,中低压锅炉钢管、机械结构用钢管、管线钢管等,同时必须提高焊管的焊接质量。
影响焊接质量的因素是很多的,主要有以下几个方面:
(1)管坯质量:管坯的化学成分、力学性能、尺寸偏差、外观等是影响质量的内在因素。
(2)焊接的工艺参数:仅以高频焊接方法而论,焊接功率、焊接速度、温度、高频的频率、焊接挤压力、阻抗器的匹配、三角区的控制等均可对焊接质量带来影响。
(3)成形工艺:焊管机组成形部分的孔型设计和调整方法均会直接影响焊接质量的优劣。
本文将重点介绍和分析不同成形工艺方法的优缺点以及对焊管质量的影响。
2焊接对成形的要求
目前焊管生产机组中多数是采用高频焊接工艺,仅对一些特殊要求的碳钢、合金钢、不锈钢或一些特殊材料制成管材时而选用气体保护焊、埋弧焊、等离子焊、电子束焊、激光束焊等。
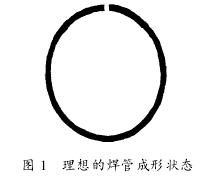
高频焊接中多数采用高频感应焊接。焊接钢管要得到良好的焊缝,其前提就是必须有理想的成形工艺。图1所示是一种理想的成形状态,带钢经成形以后两侧边缘是平行的,间隙相等。由于高频电流集肤效应和邻近效应的作用,通过边缘的电流是相同的,使钢带厚度内外两侧达到相同的温度,挤压后熔焊良好,内毛刺和外毛刺均匀。
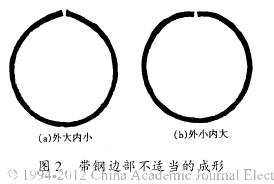
但是,在生产中往往难以达到理想的成形状态,会出现图2所展现的两种不良状态,带钢成形以后,边缘不平行,图2a为外侧间隙大,内侧间隙小,由于邻近效应的作用,内侧电流密度大,温度高,当外侧达到焊接温度时内侧的金属已熔化过热,晶粒长大,产生魏氏组织,内毛刺不均匀,有时呈溶滴状,还可能有凹缝,钢管呈/桃子形0。这是由于边部未得到适当的变形,称之为/刚端0,当厚度与直径比大于8%~10%时,这种状况更易产生,所以在生产厚壁管时特别要注意成形的质量。图2b是相反的情况,外侧间隙小,内侧间隙大,也不能得到良好的焊缝,但这种情况较少出现。

3焊管成形工艺
3.1 单半径成形工艺
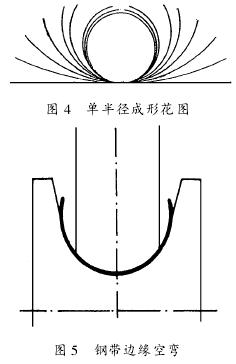
这是一种较为普遍采用的成形工艺,我国大多数的中小型管机组的孔型采用这一工艺。如图4所示,每个变形道次的孔型均由一个半径组成,成形过程由6~7道水平辊并配有适当的立辊参与辅助变形,有的为平立相间,有的在后安排三道平辊,其次三道立辊,各有特色,这一工艺的优点是轧辊加工方便,粗成形部分轧辊有一定的共用性;缺点是钢带边缘部分变形不充分,形成刚端以后,焊成焊管呈/桃子形0,不能保证钢管的焊接质量。钢带经过这一孔型系统2~3道成形以后,边缘即进入空弯阶段,如图5所示,边部的曲率难以改变,即使再经几道闭口孔型加工也无法使边缘达到挤压辊的要求。虽然说这一成形工艺,粗成形孔型有一定共用性,但在改变钢管的厚度时,不利于边部的成形。粗成型孔型上下辊为一个同心圆弧组成,其差值就是钢管的壁厚,当改变钢管厚度时就不是同心圆,厚度增加,上辊抬起,中间部分变化与两侧不同,两侧辊隙增加较小,边部过分受压,可能产生边部波浪而影响焊接质量。当生产较薄的焊管时,上辊压下,两侧辊隙减少也较小,边部得不到充分加工,产生刚端,同样影响焊接质量。而且粗成形辊的下辊由于轧辊速度差,纵剪钢带边缘锋口等因素易磨损,达到一定程度时也会产生刚端影响焊接质量。
生产较大直径的焊管时,粗成形辊中间与边缘直径差大,轧辊的速度差大会对钢管的表面擦伤,影响焊管的表面质量。
3.2双半径成形工艺
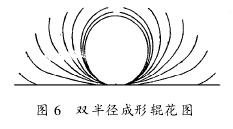
针对单半径孔型系统的缺点,许多焊管机组采用双半径孔型的成形工艺,它的粗成形水平辊孔型由二个不同的圆弧构成,而以后道次均与单半径变形工艺相同,在粗成形时就将钢带的边缘曲率加工接近挤压辊的曲率,图6就是这种成形工艺的辊花图。
对钢带边缘的加工改善了焊接时的成形条件,两侧小半径成形部分约占钢管坯料宽度的10%~15%。这一成形工艺的缺点是,不同直径的钢管轧辊不能共用。即使不改变直径只改变厚度,双半径孔型的上辊也需更换,才能使钢带边缘得到良好的加工。
3.3 W反弯法成形工艺
为了弥补双半径成形工艺的不足,还可采取W反弯法成形工艺,它是在前一道或前两道平辊成形时给中间部加以反弯,使孔型成/W0型,这样可使对应的角A小于45b,这种工艺的辊花图如图7所示。
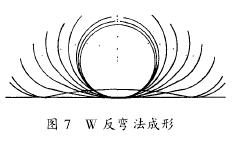
这种成形工艺经过1~3道水平辊可以将边部近20%的钢带边缘曲率接近夹紧圆的曲率,在第5~7道水平辊变形时,仅改变中间部分的曲率。优点是边部成形质量好,少量改变厚度的焊管可不再换上辊,减少换辊时间,降低了轧辊消耗。而且轧辊直径差较前两种方法小,轧件在孔型中的滑动减少,也减少了表面擦伤,提高了钢管表面质量。但是它也有一定缺点,不同直径的焊管需要不同的轧辊,轧辊的共用性仍受到一定的限制。
3.4 CTA成形工艺
针对前几种成形方法存在的缺点,奥地利奥钢联研制出一种新型的焊接钢管成形方法CAT成形工艺由四个部分组成,如图8所示[2]。3.4.1 粗成形部分
与传统的单半径成形工艺相同,由两个水平机架组成,通过上下两个轧辊,将钢带弯成一定的圆弧形,上下轧辊均为传动辊。
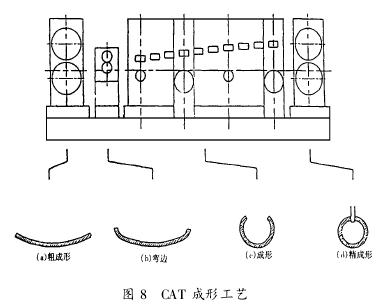
3.4.2 弯边部分
是一组类似立辊机座的被动机架,由两组左右分开并成一定角度布置的辊子组成,可将带钢边缘变形,使它的曲率达到或接近夹紧圆的曲率,以保证成形的质量。将该机组可生产的焊管规格分为3~4组,每组产品使用一套轧辊。一般来说一台机组配置3~4套轧辊就可包含该机组可生产的全部产品规格范围。弯边机架的两组轧辊,可以上下调整,也可相向或相背调整,它的上辊还可以上下调整,可适应不同的直径与厚度的钢管成形。
3.4.3 成形部分
加工主要在这部分进行,它是由许多小辊子组成的排辊,带钢在其中自然弯曲,逐步达到设定的弯曲曲率,其中部分轧辊为传动辊,起到传送钢管坯前进的作用,多数小辊子都是被动的,轧辊与钢管坯之间全是滚动传递,没有滑动,所以能耗很低,而且不会破坏钢管的表面。
3.4.4 精成形部分
与传统的单半径成形工艺相同,由两架水平机架组成,孔型是带导向片的圆形孔,钢管坯在其中整圆再送入焊接区,它的上下轧辊均为传动辊。这两组水平辊机架也可以用带立辊的四辊机架替代,适用于较大直径的焊管,减少轧辊速度差,避免擦伤钢管表面。
CTA成形工艺有以下许多优点:缩短更换品种的换辊时间;降低轧辊的消耗;减少钢管坯料的宽度,使相同吨位的钢管有更多的长度,节约了材料;降低焊接钢管生产的能耗;改善了成形工艺,提高了焊接质量。
4 FF成形工艺
是由日本中田制作研制的一种新型焊接钢管成形方法,采用一组轧辊在粗成形阶段可生产不同直径和厚度的产品,无须更换轧辊,特别适合于生产小批量多品种的焊接钢管。
FF成形技术生产的焊管直径比达到三倍,厚度与直径比可达到1%~10%,主要有以下几个特点[3]:
(1)第一架水平机架,下辊可沿轧辊轴向调整以适应不同宽度的焊管坯。两只上辊可摆动,上下调整,用轧辊渐开线轮廓不同的曲线部位加工钢带边缘,使钢带边缘的曲率达到夹紧辊曲率的90%~95%,保证了焊接的质量。
(2)特别强调钢带边缘的运动轨迹,防止边缘拉伸,控制提升角在允许的范围内,使边部不产生波浪。
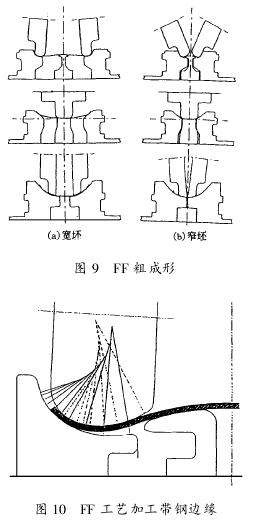
(3)钢带的中间部分,用排辊成形法,采取尽可能少的限制变形的柔性成形加工工艺,可减少加工硬化和残余应力对终焊管性能的影响,还可减少表面擦伤的可能性。粗成形段由三组水平辊机架组成,结构形式见图9。图9 FF粗成形图10 FF工艺加工带钢边缘边缘成形辊轮廓为渐开线,当生产大规格焊管时,钢管的曲率较大,上辊向外侧摆动,用较大曲线部分加工带钢的边缘,反之生产较小规格产品时,钢管的曲率较小,上辊向内侧摆动,用较小曲率部分加工带钢边缘,图10为轧辊在加工带钢边缘时的实况。当管坯厚度改变时也可以上辊的摆动改变上辊的曲率,加工管坯边缘以保证其曲率完整,符合成形的要求。
5结论焊管成形工艺方法直接影响焊接质量,应该引起焊管工作者的重视。为了生产高质量的焊接钢管,必须选择先进的成形工艺,提高焊管成形的质量,可着重关切以下几点:
(1)带钢边缘的成形,在初的几道变形时就要使它的曲率达到或接近挤压辊的圆弧曲率,以保证带钢边缘两侧相平行,使焊接时内外侧温度均匀。
(2)应控制带钢边缘的运动轨迹,降低提升角,防止钢带边缘拉伸,产生波浪边而影响焊接质量。
(3)带钢的中间变形应采用排辊式或其他方式的柔性成形工艺,使钢带自然成形减少加工硬化改善钢管的力学性能。
TAG: